Chapter 11: Distribution Center Planning Example
This chapter demonstrates an example of planning the basic system of a distribution center based on the EIQ analysis results from Chapter 10.
I. Introduction
- Reference for Drawings and Tables: Drawing and table numbers cited in this chapter are based on the "EX0" Excel example in Chapter 15. Corresponding sheet names in Excel are listed in the format "EX0-000".
- Importance of Assumptions: EIQ analysis results alone are insufficient for complete planning; therefore, we proceed by setting "assumptions" for missing required conditions. Since data interpretation varies by individual, solutions can diversify based on condition settings and logical approaches.
- Two Major Principles of Planning via EIQ Method:
- Iteration Method: Even after a decision is made, it may be changed to ensure consistency with other conditions as planning progresses. Refining the plan through repeated correction and review improves accuracy.
- "Appropriate Precision" (Yoi-Kagen) Method: Data used are rough estimates, and results are treated as "approximations" that are practically effective. As inventory volumes fluctuate daily, we use flexible values aligned with reality rather than seeking excessive mathematical precision.
II. EIQ Data (Estimation of Scale and Load)
Estimating Site Scale and Logistics Load
- Characterization via Basic Data:
- Order Entries (E): 12 customers
- Item Varieties (I): 33 SKUs
- Total Order Quantity (Q): 1,678 cases
- Total Order Lines (EN): 166 lines
- Based on this data, the center is estimated to be a "Low-Variety High-Volume" type. Details are based on EX0-DATA in Chapter 15.
- Scale Evaluation via DC Scale:
- DC Size: 41,490 C-DC Size
- DC Scale: 204 C-DC Scale
- Due to the small DC Scale, the facility is classified as a "scale that is not very large".
- Physical Volume Assumption (Applying Conditions):
- Pallet Conversion: Assuming 1 pallet = 24 cases, the total shipment is approx. 70 pallets.
- Vehicle Count (Delivery Load):
- 10-ton truck (10 pallets load): 7 vehicles
- 4-ton truck (200 cases load): 8 vehicles
- These are average values; planning must assume peak day loads of 2–3 times this amount.
III. DC Scale (EX0-Radar)
- Quantitative Evaluation: The values calculated from the radar chart are a DC size of 41,490 and a DC scale of 204.
- Based on this DC scale, it is judged that the site is "not a very large scale" for a distribution center.
- Specific Logistics Assumption: Converting the total 1,678 cases to pallets (assuming 24 cases per pallet) results in approx. 70 pallets. This translates to 7 units of 10-ton trucks or 8 units of 4-ton trucks, with peak days expected to be 2–3 times this volume.
IV. Inventory Volume and SKU Composition
Estimating Inventory Quantity and Variety Breakdown
- Total Inventory Scale Assumptions (Assumptions 2 & 3): When volume is unknown, we assume a specific number of days of average shipments. In this example, we assume "20 days," designing for a 1,400-pallet scale (70 pallets/day × 20 days).
- Estimating Inventory by SKU (Assumptions 4 & 5): Max/min stock is estimated based on daily IQ analysis.
- Max Shipment SKU: 267 cases/day × 20 days = 5,340 cases (approx. 220 pallets).
- Min Shipment SKU: 1 case/day × 20 days = 20 cases (approx. 1 pallet).
- Verification of Analysis: Comparing these estimates with one month of EIQ data and actual inventory ABC analysis is recommended to improve accuracy.
- Individual SKU Inventory Calculation (Table 7, Assumption 6): Table 7 estimates required inventory by applying a 20x factor to each SKU's daily shipment volume.
V. Type of Operations
Decomposing shipment volume into work units by packaging based on the IQ-PCB analysis (Table 10).
- Breakdown of Shipment Volume:
- Pallet Shipment: 28 pallets
- Case Shipment: 1,006 cases (approx. 42 pallets equivalent)
- Definition of Warehouse Work Models:
- P ⇒ P (Pallet Storage to Pallet Shipping): Work for 28 pallets. Efficient flow where goods enter and leave in the same unit.
- P ⇒ C (Pallet Storage to Case Shipping): Work for 1,006 cases. Involves picking specific case counts from stored pallets.
VI. Pallet Shipping (Storage and Picking Systems)
- SKU Inventory Characteristics: Although pallet shipments are low (28), inventory per SKU tends to be large. Top SKUs have stock exceeding 200 pallets.
- Basic Storage System (Reserve): Due to high volume per SKU, Floor Stacking is the principle. A capacity of 1,410 pallets is assumed (Assumption 7).
- Picking System (Dynamic): For P⇒C work, Pallet Flow Racks are a suitable basic system to improve efficiency.
- Configuration Conclusion: Separate the area into "Reserve (Bulk)" and "Dynamic (Picking)".
VII. Case Shipping (Dynamic Design and Equipment Revision)
- Equipment Selection (Assumption 8): Use Pallet Flow Racks for all 37 SKUs. Capacity: 5 pallets deep × 37 lanes = 185 pallets.
- Recalculating Reserve Area (Assumption 9): Subtracting 185 pallets (Dynamic) from total stock (1,410) results in a Reserve capacity of 1,230 pallets.
VIII. EX0 Basic System (Determination)
- Final Configuration: A hybrid of "Floor Stacking (Reserve)" and "Pallet Flow Racks (Dynamic/Picking)".
- Decision Process: Details such as lane counts should be multi-faceting re-evaluated using monthly EIQ data. Final scale should be decided based on "Appropriate Precision (Yoi-Kagen)," considering space and future scalability.
IX. Layout Diagram
Pallet size: 1200x1200mm. Pallet Flow Rack: 5 deep × 1 high × 37 lanes.
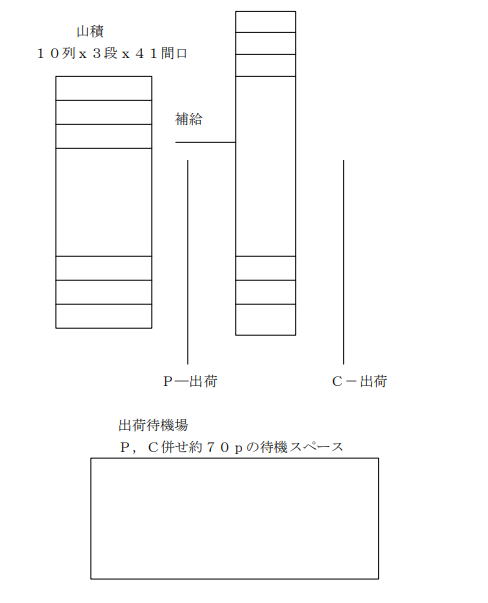
X. Alternatives
- Layout Diversity: The diagram is an example; flexible designs like face-to-face lane layouts or adapting to existing building shapes are possible.
- Automation Options: Automated Storage and Retrieval Systems (AS/RS) can be used for Reserve storage or combined with automated case picking systems.
XI. Operational Methods
- Adoption of Single Picking: Due to high volume per customer and low variety (Low-Variety High-Volume), "Single Picking (Discrete Picking)" is the most efficient.
- Process Flow: Pallet orders are taken from Reserve; case orders from Pallet Flow Racks; consolidated at the Shipping Staging Area by customer.
XII. System Alternatives and Evaluation
- Alternative 1: All floor stacking; direct picking from stacks.
- Alternative 2: Pallet single picking + Case "Sorting" (Batch picking) after moving pallets to staging.
- Productivity Priority: 1st - Original Plan (Flow Racks), 2nd - Alternative 2 (Sorting), 3rd - Alternative 1 (Direct from Floor).